
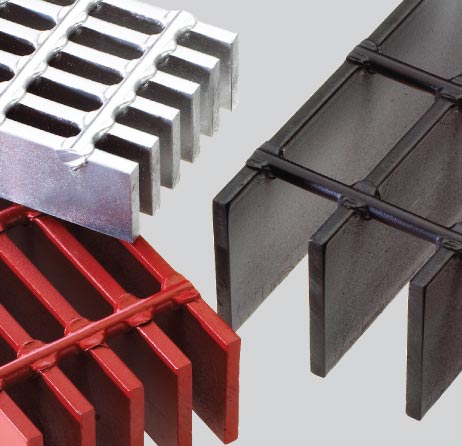
Bar grating is a drainage grate made from welding metal bars together. Bar grates are comprised of three primary items: load bars, cross bars, and banding bars. When properly manufactured, the load bar goes across the opening to a support on each side and thus carries any load placed on the bar grate to the supports on each side. The cross bar is a thin welded bar that basically holds the load bars together. The banding bar is place around the outside of the bar grate to trim out the ends and keep bars from rolling over.
The primary use of bar grates is for industrial use. These grates are not particularly beautiful but are quite strong and easily fabricated to odd widths and shapes. By varying the size of the load bar a bar grate can achieve almost any load rating. There are many applications for bar grates in industrial platforms, stairs, catwalks, mezanines, and of course trench drains.
For a trench drain manufacturer the bar grate is less common but still has applications where it is very useful. Bar grates are not considered architecturally pleasing so they are limited to functional applications. The strength to weight ratio, ability to be welded in place, ease of fabrication, and anti-slip properties make bar grating a good choice for many custom applications and industrial projects.
Because bar grates are simply lots of bars welded together they can be fabricated in a multitude of ways. An engineer can vary the bar size, amount of weld, serrations on top of the bars, amount and spacing of any bar or cross bar, material, banding, etc. Let’s discuss how to specify each component of a bar grate:
Load bars are probably the most important aspect of a bar grate. These bars go across the span from one support to the other carrying the load. The load bar is called out by the height of the bar, thickness of the bar, surface, spacing, and length of the bar. The height of the bar should be equal to the height at the seat of the bar grate opening. The bar thickness is determined by the required strength of the bar grate. The thicker the bars the more load they can carry. The bar grating surface can either be smooth or serrated. A smooth surface simply means the bars are smooth on the tops. A serrated bar grate has each bar textured on the top to provide additional slip resistance. This can be very important in areas where there are slimy or soapy substances. The individual bars that make up a bar grate can be attached at almost any spacing. These are typically called out in terms of 16th of an inch. For example you will often see the designation 19W4 . This means that the bars are to be 19/16″ on center (1 3/16″). With newer technology, bar grating can have very close spacing and meet ADA compliance or even heel proof requirements by placing bars as close as 5/16″ on center. Finally, the length of the bar should be equal to the width of the opening minus 1/4″ (typically).
Bar grate width is a term that refers to the distance of a piece of bar grating in the direction of the cross bars. This is typically determined by the sheet size that the bar grate is cut from. Sheet sizes are typically 24″ or 36″. Individual bar grates are typically less than these dimensions unless they are hand fabricated.
Bar grate material is another consideration. The most common bar grate material is steel, but stainless steel, aluminum, brass, and other materials are offered. Note that the material for a bar grate is typically selected for corrosion resistance and weight. Aluminum is a good light weight material if that is a concern. Stainless steel is preferred for corrosion resistance. More common steel grating is susceptible to corrosion so it is typically coated, although you can order it bare with no coating. The best coating for a steel bar grate is hot dip galvanizing, but they can also be powder coated or epoxy coated. (Note that if corrosion is a problem a fiberglass mesh or bar grate might be an acceptable solution to a bar grate.)
To connect the individual bars to make a bar grate there are several methods. The bars can be swagged, riveted, or welded. A swagged grate simply fits the bars together in slots then deforms the cross bars to permanently fix the bars in place. This method is often less expensive but is not as strong as the other methods. A riveted grate uses a series of rivets to hold the bars together. This is only used on specialty grates and is a good but fairly expensive method of connection. Welding bars together to make a bar grate is the strongest and most common method to create a bar grate. A welded grate is very strong but will leave weld discoloration on the grate. This can be a problem for aluminum and stainless steel grating. Post processing of some bar grates is required such as electro-polishing or sandblasting to remove this weld discoloration.
The cross bars are small bars that hold the bearing bars of the bar grate together. In the 19W4 number we previously discussed the “4” on the end designates that the cross bars are to be 4″ apart. Typical cross bar spacing is either 4″ or 2″. Other spacing is possible but will significantly raise cost. Cross bars are typically only placed on the top of the grate, but can also be placed on the bottom of a bar grate for special applications. One of the most common problems with a bar grate happens when a contractor installs a bar grate with the cross bars oriented to take the load. These bars are typically 1/4″ diameter round rods and are not meant to be load bars. Inexperienced contractors often cut the bar grating panels the wrong way because it is easier for them with little regard or understanding of the load carrying capacity of the grating. For this reason, bar grates are best fabricated in a facility with proper equipment to cut these grates in the correct way. On site fabrication often leads to premature failure of bar grating due to improper fabrication.
The final consideration is the banding of the bar grate. Bar grates can have no banding, trim banding, or load banding. When there is no banding the load bars can bend over and cause premature failure of the bar grating. Unbanded bar grating should be reserved for foot traffic applications only. Trim banding protects the open stubs on the end of a bar grate. The trim banding is welded to the bars about every 3-4 bars. This provides protection of the edges and some protection for roll over of the load bars. This is effective for pneumatic tire traffic but not hard tire forklift traffic. For heavy traffic, load banded edges are required for a bar grate. Load banding the edges means the edge bar is welded to each load bar. This keeps the load bars oriented vertically where they are their strongest. The banding of a bar grate is often not properly specified and unsuspecting buyers often get a grate that will not meet their load requirements even though the load bars were specified to the correct size.
The primary standard for specifying bar grating is NAAM MBG 534-14 (National Association of Architectural Metal Manufacturers). We always recommend referencing a specific standard when specifying a bar grate or any other type of trench drain grate.
Wow! Who knew that bar grates had so many things to consider. The old fashioned bar grate can be a good choice for an industrial application but consider all the components and options before making your selection.



{kind=link}